湖南精城特种陶瓷有限公司长期致力于设备防磨的研发与应用,公生研发的耐磨风机叶轮|耐磨风机叶片防磨技术,是综合利用胶粘、镶嵌及焊接技术,在风机叶片表面衬上耐磨陶瓷层,使风机叶轮的耐磨性能提高10倍以上,风机的效率提高10~30%。实践证明采用耐磨陶瓷防磨技术,使风机的耐磨性能比现有的堆焊、硬质合金喷涂、锰钢等耐磨风机有了大幅度提高。
认识风机防磨:
风机是火电、钢铁、水泥、化工、冶炼等行业生产线上不可缺少的关键设备之一。因为风机通常在高温、高速、重载、粉尘以及有害介质等恶劣工况下运行,风机磨损直接影响着工业设备系统的安全性和可靠性,所以如何保证企业不因为风机磨损而频繁的停产维修、更换设备及造成诸多的经济损失,是当今行业面临的技术难题。
风机的运行工况比较复杂,磨损的类型也不相同。有关研究表明风机的磨损形式主要有三个方面:①含尘气流中磨料的微切削作用而产生的低应力磨粒磨损;②含硬质颗粒的运动流体高速冲向设备表面形成的冲刷磨损;③腐蚀和磨损综合作用下的腐蚀磨损。
风机易磨损部位分析:
风机叶轮是最易磨损的部件,风机叶轮结构型式不同,运行工况不同,易磨损的部位也不尽相同。
煤粉、排尘、引风、吹尘等物料输送型风机冲刷磨损现象比较严重,叶轮的磨损是有速度高达10~150m/s的气流携带固体粒子和颗粒不断冲击部件表面而造成,其主要磨损的部位为气流入射角90度、60度、30度的冲刷区域。叶片进口、中部和出口处都极易发生磨损。
轮盘部易磨损部位一般是在受含尘气流冲刷较严重的邻近叶片进口根部的轮盘迎风面。
轮盖迎风面靠近叶片出口100~130mm长,与叶片成20°~ 25°的边角处,严重时可在此处将轮盖磨出三角形豁口。
精城特瓷耐磨风机叶轮|耐磨风机叶片防磨技术:
湖南精城重点研制的耐高温耐磨陶瓷风机,是利用机械原理将燕尾陶瓷镶嵌进焊接在风机叶片上的钢铁燕尾条卡条上,同时配合耐高温无机粘合剂粘贴,实现机械、粘胶双重保护,即使陶瓷块破裂,也不会脱落,增加了
耐磨离心风机运转的安全性、稳定性。同时不改变叶轮工艺参数,总重增加不超过10%,也不影响风机启动。采用耐磨陶瓷防磨技术,风机叶轮的耐磨性能提高10倍以上,风机的效率提高10~30%。
耐磨陶瓷风机叶轮使用寿命与粉尘颗粒的大小、浓度、速度和冲刷角有关,颗粒越小,浓度越低,冲刷速度越低以及冲刷角度越小,耐磨风机叶轮的使用寿命就越长。通常在矿渣微粉生产线的网管里,微粉比表面积为420~450m2/kg,浓度在350g/Nm3,速度在28~30m/s,冲刷角度为30°的情况下,20mm的耐磨陶瓷层可以使耐磨风机叶轮使用8~10年。生料磨和熟料磨粉磨的物料比矿渣的易磨性好,相同的施工厚度,使用寿命在10年以上。
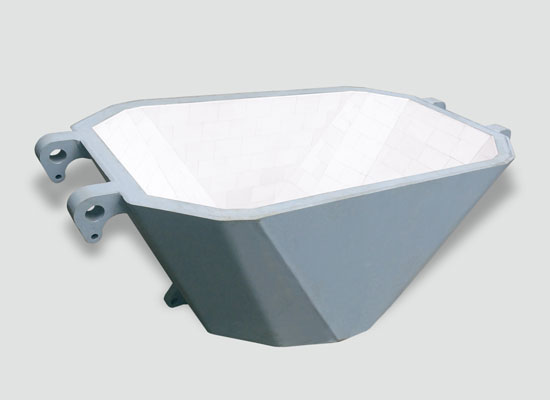
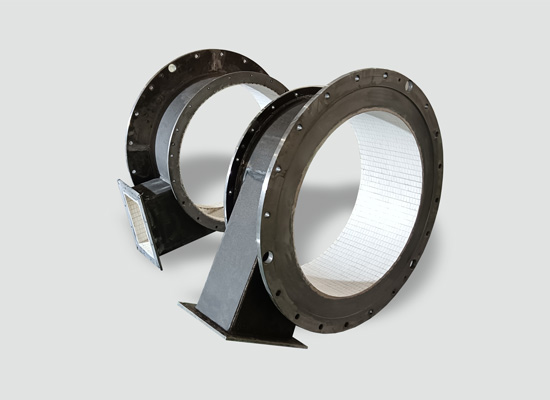
耐磨风机叶轮|耐磨风机叶片详情图:
湖南精城耐磨风机叶轮|耐磨风机叶片














.jpg)
.jpg)





 0731-84069187
15674861808
0731-84069187
15674861808
 English
English Español
Español русский
русский 日本語
日本語














 湘公网安备 43012102000459号
湘公网安备 43012102000459号